
Manilles
vendredi 28 décembre 2007
Manilles
Texte et réalisation Philippe MADIOT.
Voici des pièces d’accastillage que l’on rencontre sur pratiquement tout types de navires, et qui, lorsqu’elles sont réalisées fonctionnelles, peuvent s’avérer fort pratique pour nos montages.
Il s’agit de manilles. Je préfère les manilles type « lyre », plutôt que celles dites « droite », pour une question d’esthétisme. Le procédé de confection reste le même. Le fait de les rendre fonctionnelles se justifiera lorsque l’on voudra modifier un gréement par exemple, ou bien repeindre un montage élingué par cette manille.
Les manilles sont composées d’un corps, de forme droite ou en lyre, et d’un manillon : c’est la pièce qui traverse le corps, terminé par un filetage. Généralement, de diamètre du manillon est le même que celui du corps. Certains réalisent le corps avec un fil laiton d’un seul tenant, terminé à chaque extrémité par deux boucles..... Pas très réaliste !
Je vous propose de réaliser une manille solide, réaliste, et qui plus est, fonctionnelle pour les plus outillés d’entre nous :
Je prend l’exemple d’une manille de forme lyre, diamètre du corps 1.6mm, longueur 10mm, et largeur 7mm.
Tout d’abord, un rond 1.6mm laiton est plié autour d’un axe diamètre 4mm, de manière à former pratiquement une boucle. Après avoir coupé ce morceau à longueur voulue plus 3mm de chaque coté afin de permettre la préhension par les becs de pinces, et pour les ajustements futurs, ces extrémités sont recourbées, de façon à former des joncs parallèles. L’opération est plus facile à dire qu’à faire, mais avec un peu de pratique, le coup de main vient assez vite. Lorsque le corps forme une belle boucle, égale de chaque coté, les extrémités sont mises à longueur à la lime. Vient ensuite la réalisation des deux « boucles » dans lesquelles viendra prendre place le manillon. Pour ce faire, je pars d’un rond laiton 2.5mm, tronçonné à la longueur 5mm, et que je perce au tour à métaux en son centre, diamètre 1.3mm. Tant que la pièce est montée sur le mandrin du tour, j’en profite pour arrondir légèrement les bords. Lorsque cette opération est réalisée, je positionne cette pièce sur les extrémités du corps, puis je brase à l’argent. L’ensemble ainsi obtenu est monté sur un étau, et je tronçonne le « tube » en son milieu avec trois disques au corindon juxtaposés qui correspondent à la largeur de l’ouverture de la manille. Finition à la lime diamanté. Ensuite, une des « boucle » ainsi obtenue, est percée diamètre 1.6mm, quand à l’autre, elle est taraudée M1.6. Le corps rendu à cette étape est terminé.
Passons au manillon. Cette pièce peut être de deux formes. Terminée par une boucle, ou par une tête hexagonale. Cette dernière intéressera certainement les constructeurs de remorqueurs et autres supply. Pour la version « boucle », je pars d’un rond diamètre 2mm, monté sur le mandrin du tour. La première opération consiste à mettre au diamètre 1.6mm sur une longueur 5.5mm. L’extrémité est filetée M1.6 sur une longueur de 2.5mm. Lorsque ces opérations sont terminées, la pièce est tronçonnée en veillant à laisser le diamètre 2mm sur 0.5mm de longueur. Réalisation ensuite d’une boucle diamètre 2.3mm en fil laiton diamètre 0.5mm qui sera brasée sur l’extrémité de la pièce précédente.
Pour la version « hexagonale », les opérations de perçage et de filetages sont les mêmes, mais à partir d’un profil 6 pans laiton diamètre 2mm.
Bien sûr, des manilles non fonctionnelles peuvent être réalisées de cette manière, il suffira pour cela d’ omettre les phases de filetage et taraudage, et de réaliser des pièces avec des trous lisses, qui seront alors bloquées avec une soudure à l’étain, ou un collage à la colle deux composants.
Voici une série d’images qui viennent illustrer la fabrication :
Formation du corps :

Les trois images suivantes montrent la mise aux cotes de la pièce qui viendra prendre place au bout du corps. Mise à la cote sur la longueur par tronçonnage, et perçage au diamètre.



Installation et brasage des deux pièces. Le corps repose sur une cale de 5/10ème permettant le positionnement dans l’axe.


Tronçonnage par le milieu à l’aide d’un disque au corindon, perceuse réglée sur 1100 tours.
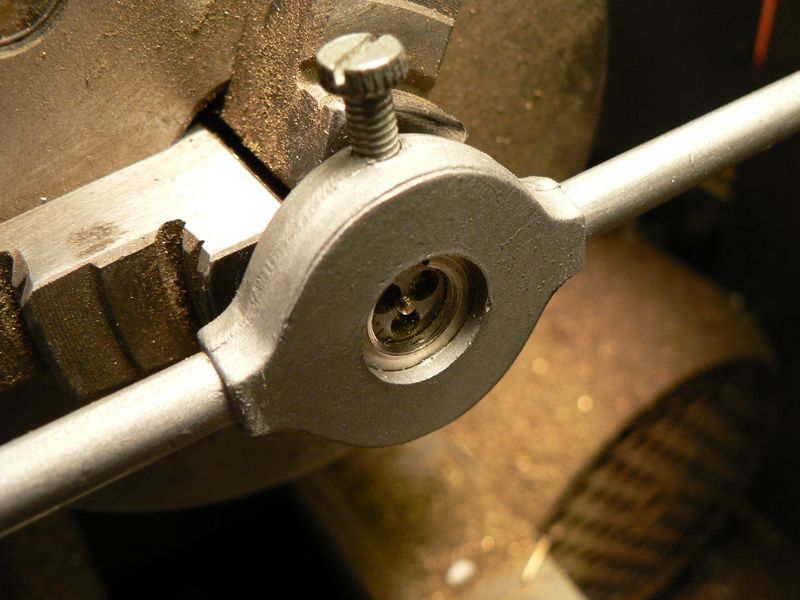
Taraudage d’un coté seulement. Perçage de l’autre coté



Réalisation des manillons(A boucle, et hexagonal). Opération de Brasage d ’une boucle sur le manillon. Filetage M1.6 du manillon hexagonal :

==============================================================
Deux manilles terminées avant peinture ; Une avec manillon hexagonal, et l’autre avec manillon à boucle :

==============================================================
Exemples d’applications sur nos maquettes :
Ici sur le jas d’une des ancres du Vivaldi(manilles dites "droites") et sur le portique du chalutier Jeanine Andrée :


